

ガス圧接について ~レール溶接の種類・説明~
ガス圧接の原理は、溶接するレールを突き合せ軸方向に圧縮圧力を加えて、突き合せ部を酸素アセチレン炎で加熱して接合する方法です。
日本の鉄道でこのガス圧接法でレール溶接が採用されたのは昭和30年からで、接合部の強度に対する信頼性は極めて高いです。
開発当初の溶接機は大型で定置式の圧接装置(約3t)で基地などに限られていましたが、現在では小型で軽量化された可般式トリマー付ガス圧接機が開発されて現場にも利用されています。
ガス圧接手順


レール端面仕上げ(ペイント・サビ及び油脂などの異物をブラシ、グラインダーにより除去。その後レール端面研削機を使用し、規定の角度に仕上げます。



端面の不純物を除去するために、洗浄剤で洗浄します。


端面の突き合せ芯出し及び圧接機セット。


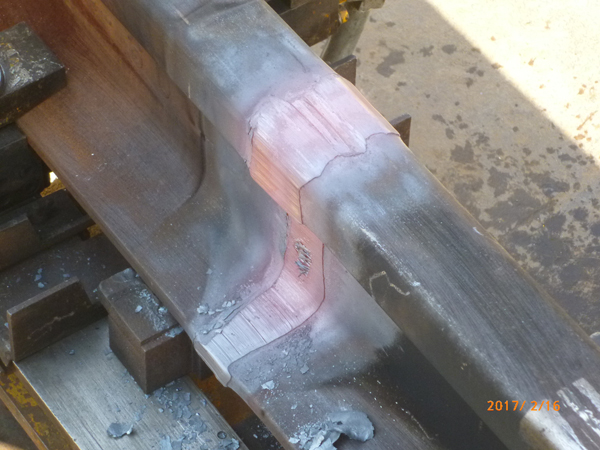
圧接(加圧力約18トン,圧縮量24mm,圧接用バーナによる加熱約1200~1300℃)。


バリ除去(押し抜き機を使用してふくらみを除去します)。


矯正(油圧により縦、横方向の微小なずれを直します)。

ガス圧接終了。


熱処理レールの場合、後熱処理。


グラインダー等で表面仕上げ。


各種検査(外観検査・磁粉探傷検査・熱処理レールの場合、硬度測定検査)を行います。
 株式会社三和興産
株式会社三和興産
| TEL | 045-810-6030 | FAX | 045-814-6313 |
|---|
〒245-0003 神奈川県横浜市泉区岡津町160-2 ![]()
© 2017 株式会社三和興産